工作機械のオーバーホールはM3エンジニア(M・3エンジニア/エムスリーエンジニア)へ
 石川県金沢市上安原2丁目296番地3
石川県金沢市上安原2丁目296番地3

約40年、センターレスの研削加工に携わってきた高度熟練技能者が、経験と知識に基づきセンターレス加工をお手伝い致します。
- 1、実例を用い、豊富な図にて説明致します。
- 2、内容一覧表から聞きたい事柄をチョイスできます。
- 3、理由もわからず、過去からの継続で行っているセッティングが理にかなっているかアドバイス致します。
【講習内容】
① スルフィード研削(通し送り研削)について
② インフィード研削(停止研削)について
③ 精度トラブルに対する考え方について
④ その他(センターレス研削にかかわること)

| 項目 | NO. | 内容 | 詳細 | |
|---|---|---|---|---|
| 基本事項 | 表紙 | バランス研削の重要性 | ||
| CG本体見取り図 | 基本構造 | |||
| CG加工の3原則 | 再生心だし・自由支持・摩擦制動 | |||
| 代表研削方法 | スルフィード研削 | 研削の説明 | ||
| インフィード研削 | 研削の説明 | |||
| アンギュラー研削 | 研削の説明 | |||
| スルフィード 基本調整 | スルフィードの機械調整個所 | 基本調整個所 | ||
| スルフィード研削について | 研削不能 | |||
| 研削砥石成形による研削 | 成形による逃がし付け | |||
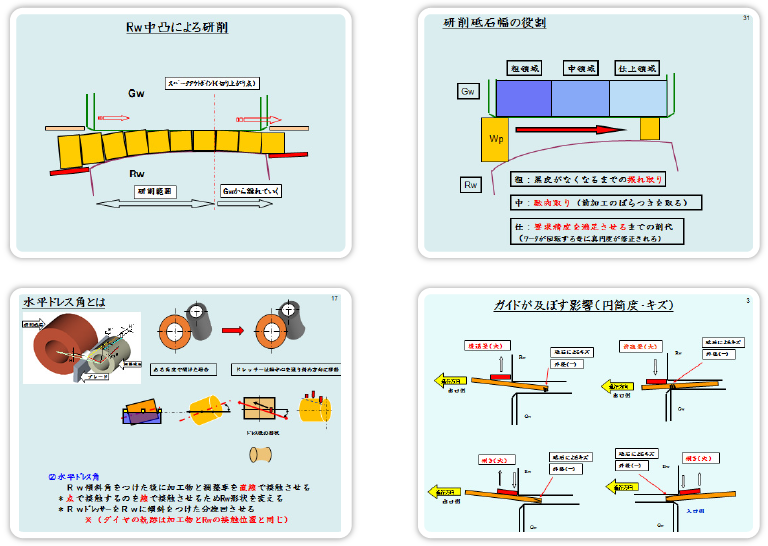
| Rw中凸による研削 | 通常の研削 | |||
| Rw傾斜角 | Rw傾斜角とは | 傾斜角の概念 | ||
| Rw傾斜角の機能 | 送り方向への推力 | |||
| Rw傾斜角と研削速度 | 基本式 | |||
| 傾斜角と研削長さ | 傾斜角に対する研削長さ | |||
| 研削長さのイメージ | 中凸量と研削長さ | |||
| 水平ドレス角 | 水平ドレス角とは | ドレス角の概念 | ||
| Rw中凸量について | 中凸の理由 | |||
| 側面図からの説明 | 角度による違い | |||
| ワークの安定性 | 中凸量と安定性の関係 | |||
| 心高 | 心高とは | 図・簡単説明 | ||
| 心高の理論 | 心高角の代用 | |||
| 心高と心高角の関係 | 総合真円度グラフ(7°~8°) | |||
| 心高の求め方 | 近似式 | |||
| 心高と心高角の注意点 | 詳細説明 | |||
| 真円度形状(3角・5角) | 形状例 | |||
| 真円度形状(多角) | 形状例 | |||
| Rwドレスオフセット量 | ドレスオフセット量とは | ドレスオフセットの概念 | ||
| Gw幅内役割 | スルフィード研削イメージ | 研削幅と位置関係 | ||
| 研削砥石幅の役割 | 粗・中・仕上 区分 | |||
| 実砥石の状態 | 目詰まり状態による判定 | |||
| 開きとは | 取代分に対する入口側隙間 | |||
| 砥石幅内での研削区分(例) | 実研削勾配グラフ | |||
| スイベル調整 | スイベル調整と当り | 標準・前当り・後ろ当り | ||
| スイベルベースの調整と研削位置1 | 標準(適正)当り と 前当り | |||
| スイベルベースの調整と研削位置2 | 後当り | |||
| 研削中の条件変化 | 研削中のワーク状態 | |||
| 調整個所 | 調整箇所と変化内容 1 | Rw傾斜角・水平ドレス角・垂直ドレス角 | ||
| 調整箇所と変化内容 2 | ブレード頂角・スイベル角度・Rw回転数 | |||
| 調整箇所と変化内容 3 | ワーク外径・Gw外径・Rw外径 | |||
| 研削条件設定項目 | 研削条件の設定項目 | スルフィード研削の設定項目 | ||
| 設定順序 1 | Rw傾斜角を決める | |||
| 設定順序 2 | 水平ドレス角を決める | |||
| 補正値α値の条件 | 補正値の理由 | |||
| 設定順序 3 | 心高を決める | |||
| 心高角の求め方 | 基本式 | |||
| 設定順序 4 | ドレスオフセット量を決める | |||
| 設定順序 5 | スパークアウト位置を決める | |||
| Rw傾斜角と研削速度の早見表 | Rw回転数と研削速度から求める | |||
| 入口開き量と研削幅早見表 | 入口開き量と研削幅から求める | |||
| 研削砥石 | 研削砥石 | 主要6要素 | ||
| Gw表面の写真 | 砥粒の写真 | |||
| 砥粒の拡大写真 | セラミックス砥粒・アランダム砥粒 | |||
| ヴィトリファイトボンドの特徴 | ヴィトリファイトボンド | |||
| レジンボンドの特徴 | レジンボンド | |||
| レジンボンドの長所と短所 | 長所・短所 | |||
| 結合剤と砥石硬さの関係 | 結合剤率と結合橋の太さ | |||
| 砥材の特徴 | JISの表現と性質 | |||
| 摩耗形態と特徴 | 詳細説明 | |||
| 調整砥石 | 調整砥石 | 調整砥石の概念 | ||
| Rw表面の写真 | 表面状態のイメージ | |||
| 研削液 | 研削液とは | 役割・砥粒の形と発熱 | ||
| 研削液の種類 | エマルジョン・ソリューブル・ソリューション・シンセティック | |||
| 液種の違いによる特徴 | JIS種類 | |||
| 潤滑性・冷却製・洗浄性・浸透性とは | 油剤の性能と特徴 | |||
| 研削液の管理 | 濃度の違いとさび止め性 | |||
| 研削液希釈度の影響 | 面粗度との関係 | |||
| PHによる管理 | さび止め・腐敗防止 | |||
| 性状による比較 | 表面張力・摩擦係数・その他 | |||
| 防錆について | 鉄の錆びる理由 | |||
| 研削液のかけ方 | 研削液ノズルについて | 研削液のかけ方 | ||
| 液かかり方による精度比較 | 目詰まりの影響 | |||
| 調整前後の真円度形状比較 | 真円度形状 | |||
| 研削液の違いによる精度比較 | 外輪実研削(例) | |||
| ブレード | ブレード真直度と研削状態 | 真直度の影響 | ||
| ブレードの磨耗と接触位置 | トラブル例 | |||
| ブレードの残留磁気 | 確認方法 | |||
| ブレードの突き出し量 | 基本例 | |||
| ブレード頂角と造円効果 | 頂角の影響 | |||
| 理論真円度の求め方 | 基本式 | |||
| 頂角の違いによる造円係数 | 40°~60° | |||
| 頂角の違いによる理論真円度 | 理論真円度の違い | |||
| ブレード頂角と偶数角修正作用 | 幾何学的性質 | |||
| 偶数角について | 基本式 | |||
| ブレードとRwの位置関係 | 基本平行 | |||
| ガイドの役割 | ガイドの機能 | 基本概念 | ||
| ガイドとRw表面との位置関係 | 基本位置 | |||
| ガイドが及ぼす影響 | 円筒度・キズ | |||
| ガイド調整の考え方 | 一般的なやり方 | |||
| トップレール | トップレールの機能 | 使用理由 | ||
| トップレールの使用方法 | 使用例 | |||
| トップレールの角度について | 軽量加工物 | |||
| Gwドレッシング | 研削砥石のドレッシング | ドレスモデル図 | ||
| ドレッシング時の切込み量 | 目安 | |||
| ドレッシング時の送り速度 | 基本式 | |||
| 推奨ダイヤツール | LLダイヤについて | LLダイヤとは | ||
| 方向の違いによる比較 | 向きによる比較表 | |||
| LLダイヤ表記方法 | 標準・耐磨耗 | |||
| ロータリドレッサについて | アップカット・ダウンカットの違い | |||
| Gwとロータリダイヤの周速比・回転比 | 周速比の目安と回転比 | |||
| Rwツルーイング | Rwツルーイングについて | ツルーイングの意義 | ||
| Rwドレッサーダイヤの種類 | 基本種類 | |||
| 従来単石とLL単石の比較 | Rw表面状態比較 | |||
| ダイヤ摩耗による不具合事例 | 摩耗状態と表面振れ修正 | |||
| 送り速度と切込み量 | 目安 | |||
| Rwとロータリダイヤの周速比 | 周速比からみた回転数の目安 | |||
| バランス研削実例 | 安定研削の実例 | Gw・ダイヤ・研削液のバランス | ||
| 研削結果(φ22×7) | 研削例 | |||
| 周速比 | Gwと加工物の周速比 | 実用周速比 | ||
| 研削負荷重視の考え方 | 切刃にかかる負荷 | |||
| 試研削データからの分析 | 周速比 | |||
| 周速の違いによる円筒度比較 | リフターバルブ研削例 | |||
| 回転比 | Gwと加工物の回転比 | 回転比と角数 | ||
| 計算例(3角・5角・7角) | 計算例 | |||
| 真円度形状(3角・5角・7角) | 形状例 | |||
| 外径寸法 | 寸法補正と実寸法の不一致 | センターレス特有な機構 | ||
| Rw垂直ドレス角 | 垂直ドレス角について | 使用条件 | ||
| ドレッサーの調整とRw形状 | 模型写真による説明 | |||
| Rw形状に対する注意事項 | オフセット量による変化 | |||
| ブレード補正角 | ブレード補正角とは | ブレード補正角の意味 | ||
| ブレード補正角と開きのイメージ | シミュレーションによる説明 | |||
| ランニングドレス | ランニングドレスとは | 概念 | ||
| 設定手順 1 | 寸法補正回数 | |||
| 設定手順 2 | ドレスインターバル | |||
| 設定手順 3 | ダイヤ移動時間 | |||
| シャフトのランニングドレス(例) | 実例 | |||
| シャフトのランニングドレス(データ) | 実例 | |||
| 研削抵抗 | 研削抵抗について 1 | 接線分力・法線分力 | ||
| 研削抵抗について 2 | 研削の2分力比 | |||
| 研削抵抗について 3 | 切削との違い |